產業資料分享-機械加工
機械加工:打造世界的萬物之源
你曾想過,我們身邊無數的金屬製品,從小小的螺絲釘到龐大的機器設備,都是如何誕生的嗎?這背後隱藏著一門精密的技術——機械加工。
機械加工是什麼?
簡單來說,機械加工就是將一塊金屬材料,透過各種工具和機器,加工成我們所需要的形狀和尺寸。想像一下,你有一塊黏土,你可以捏出各種不同的造型,機械加工就像是金屬版的捏黏土,只不過我們用的是更精密的工具和更堅硬的材料。
多樣的機械加工方式
機械加工的方式非常多樣,每種方式都有其獨特的優勢和應用。以下是我們公司能提供的幾種主要加工方式:
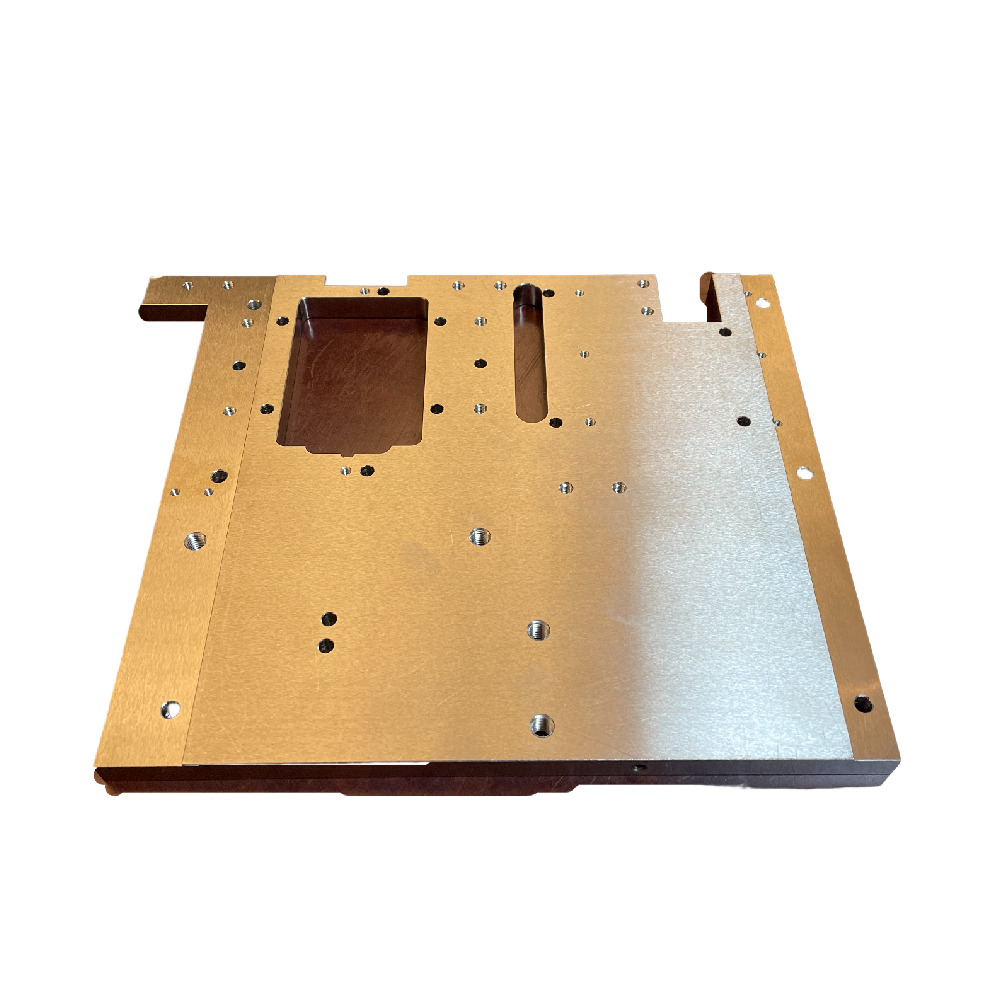
(1)銑削加工 (Milling)
銑削是一種通用的加工方式,適合於切削工件的平面、斜面、凹槽或其他幾何形狀。銑床利用高速旋轉的刀具進行加工,這些刀具通常由高速鋼或硬質合金製成,具有極高的硬度和耐磨性。銑削常用於製作形狀複雜且需要高精度的零件,如機械零部件等。

實例: 我們公司經常為客戶加工機械部件或治具,從原本的長方形金屬塊開始,經過多次切削和翻轉,最終形成了精確的產品。



(2)車削加工 (Turning)
車床是最古老也是最常用的機械加工設備之一,主要用來加工旋轉對稱的工件。在車床加工過程中,工件固定在旋轉的主軸上,刀具沿著工件進行直線移動,從而去除材料形成所需的形狀。常見的車床加工包括外圓、內孔、端面、螺紋等。車床具有高效、精度高的特點,適用於製造軸類、盤類零件,如軸承、螺絲等。
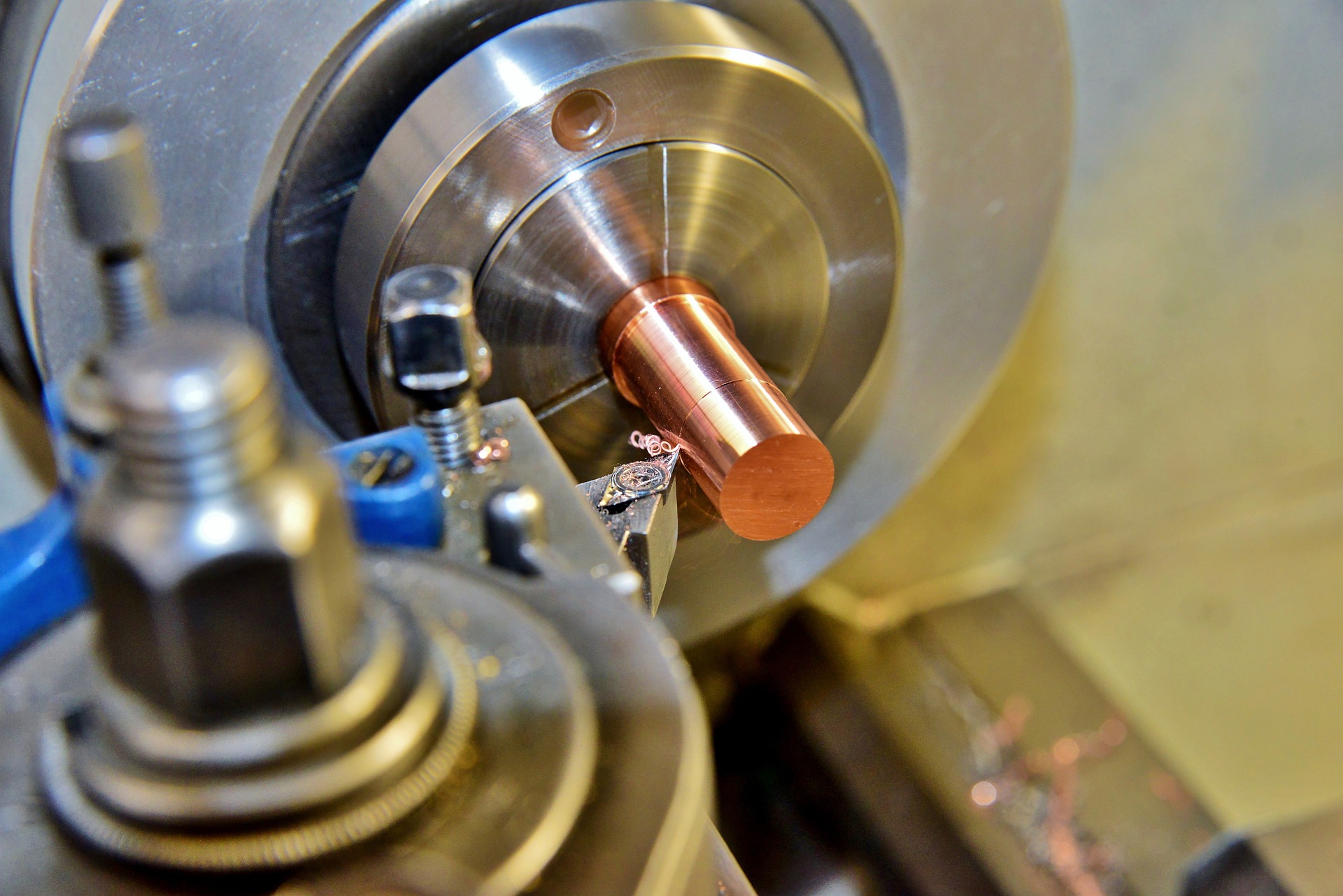
實例: 我們的車削技術能夠將一個普通的長形柱體,精確地切削成型為各種功能零件。

(3)磨床加工 (Grinding)
磨床加工是一種精密加工技術,使用砂輪作為切削工具,去除工件表面的材料,達到高精度和低表面粗糙度的要求。這類加工常用於製作需要極高平整度和精細表面的零件,如軸承、機械密封件等。

實例: 我們曾經加工過的CNC銑床成品,通過磨床處理後,表面達到更加優異的平整度和精度。

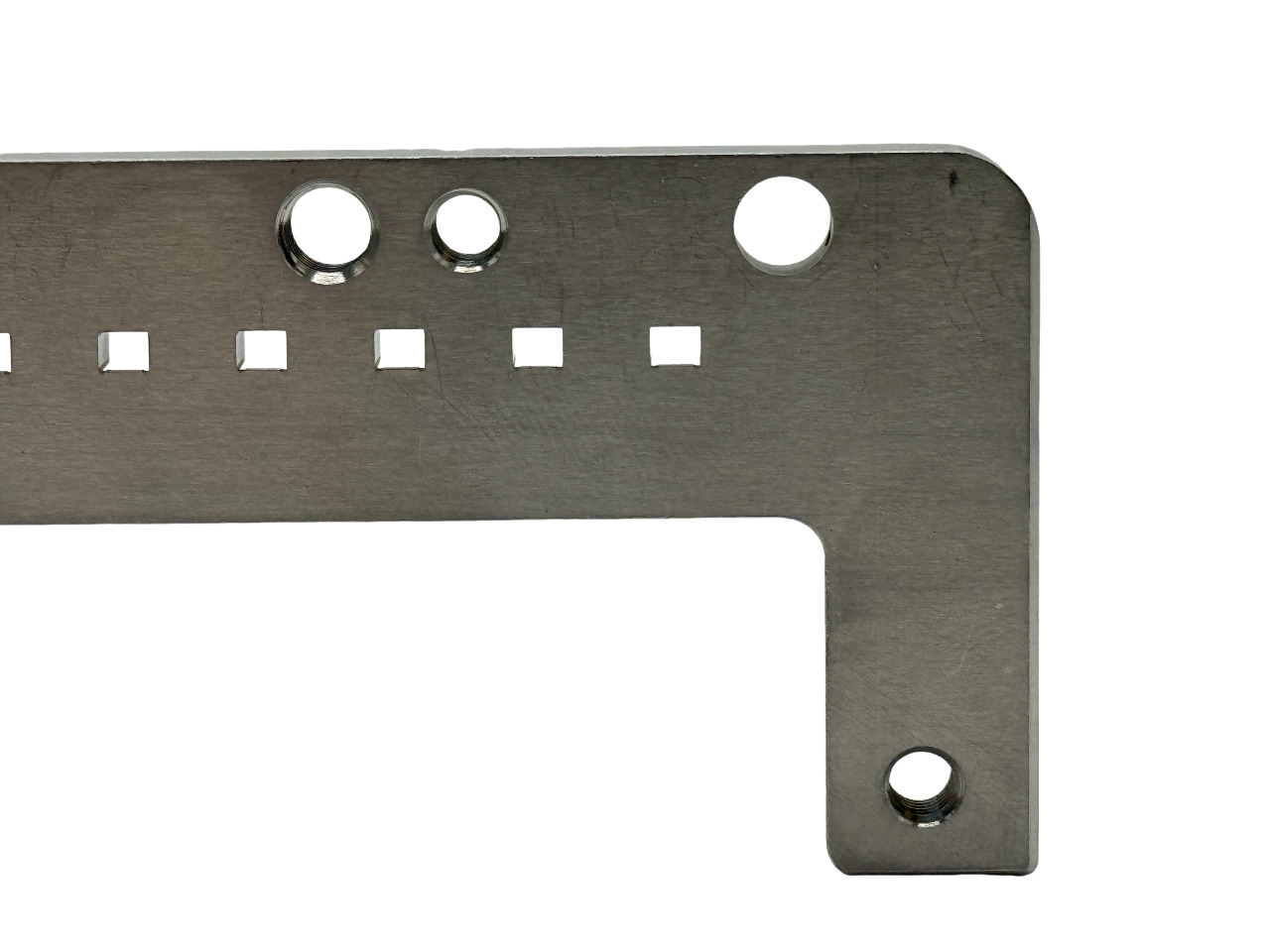
(4)板金加工 (Sheet Metal Working)
板金加工主要處理薄金屬板,通常涉及切割、折彎、沖壓和焊接等工序。這種加工方法廣泛應用於汽車、家電及航空航天工業。其優勢在於能夠快速、大批量生產形狀複雜且重量輕的零件。

實例: 我們為客戶製作了薄板治具,通過雷射切割和折彎機的多次加工,成功生產出結構穩固且輕便的產品。


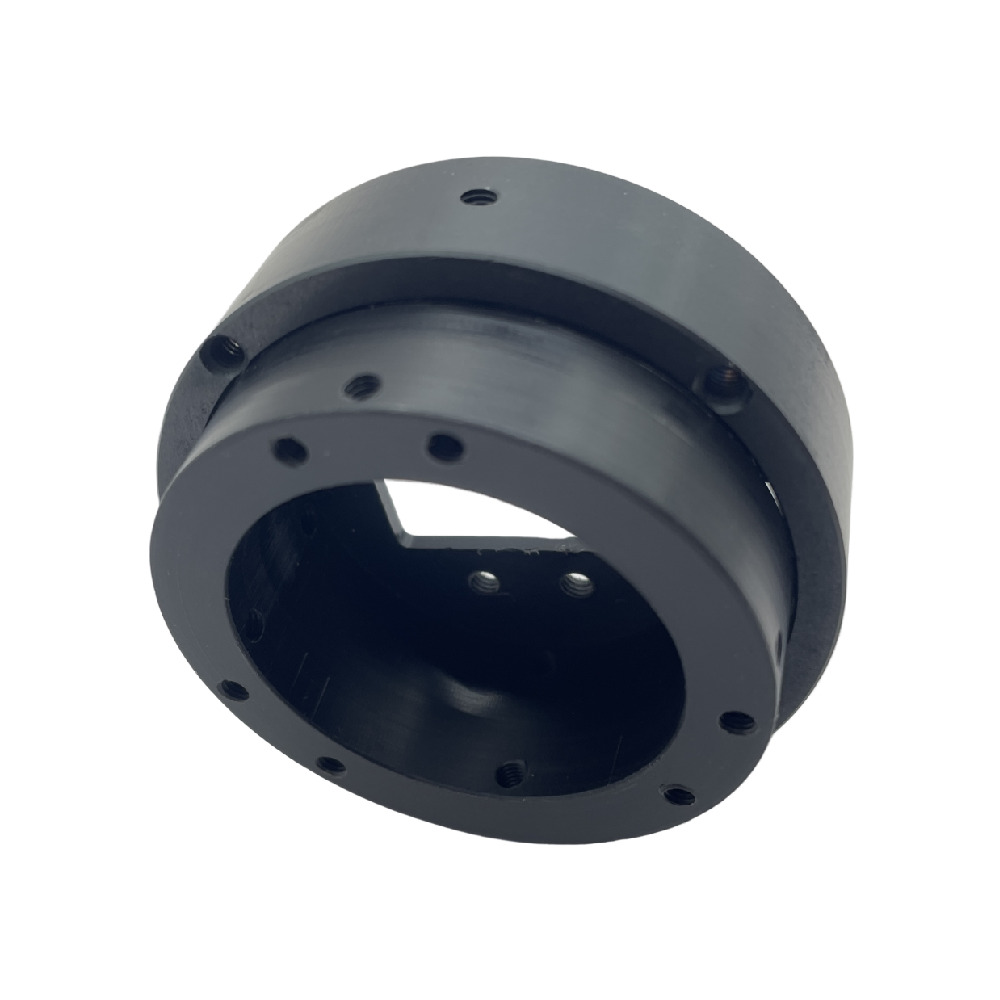
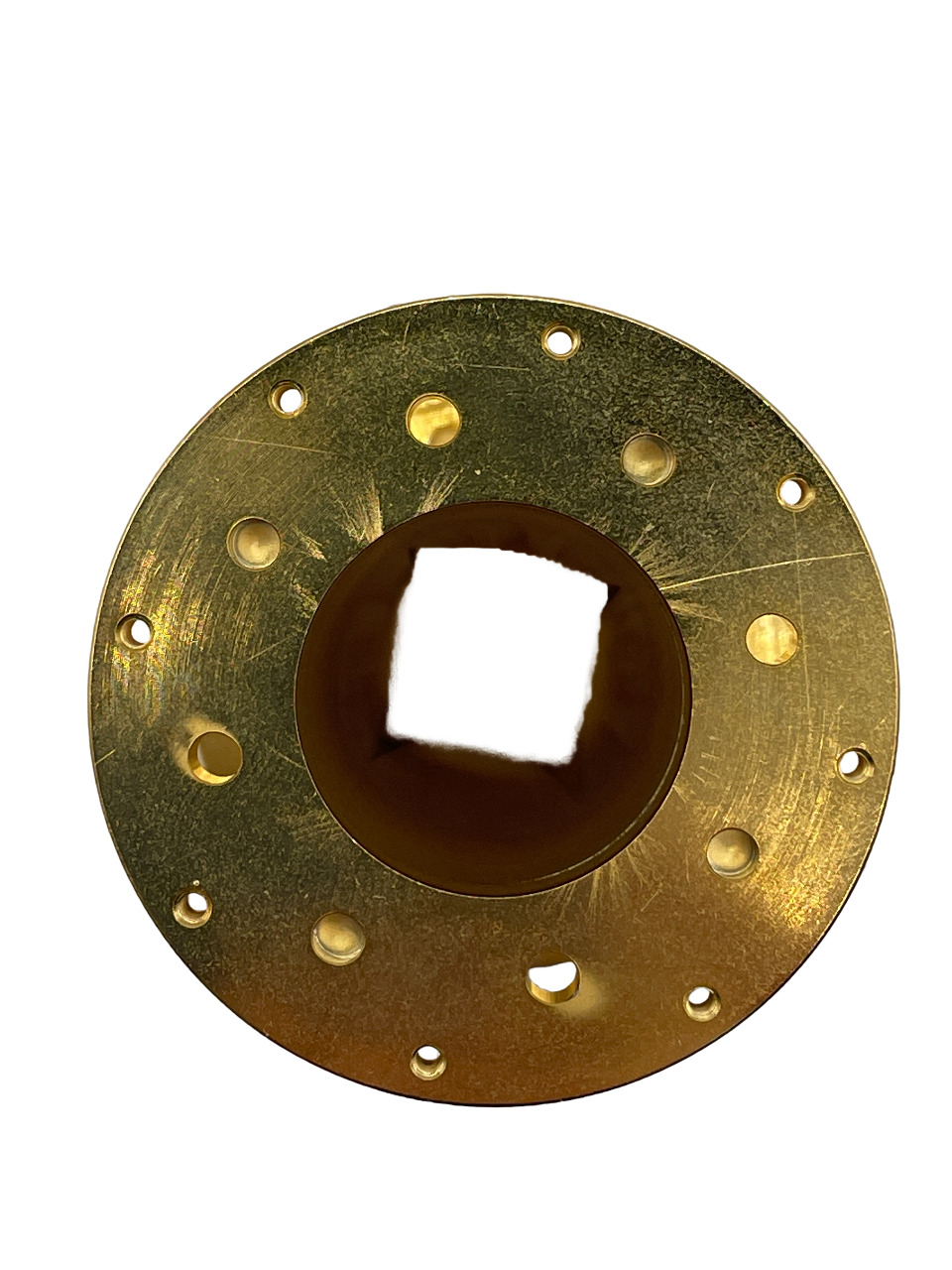
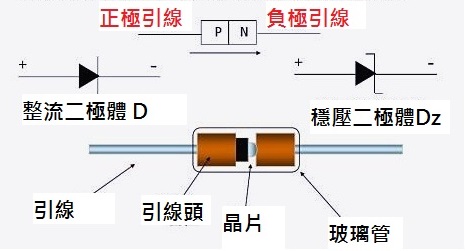
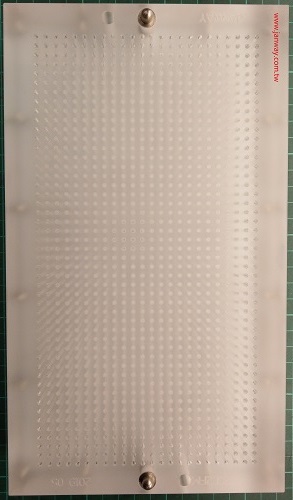
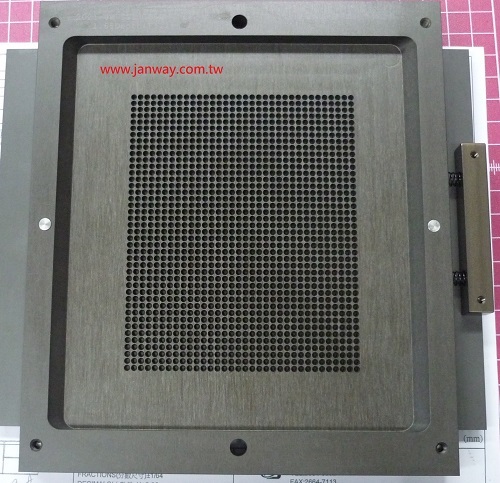
(5)放電加工 (EDM)
放電加工(Electrical Discharge Machining, EDM)是一種通過電極塊放電來去除材料的加工方法。它主要用於加工高硬度、難以機械加工的材料。放電加工過程利用電極放電形成局部高溫,從而熔化並去除金屬,適合製作複雜形狀的模具和高精度零件。
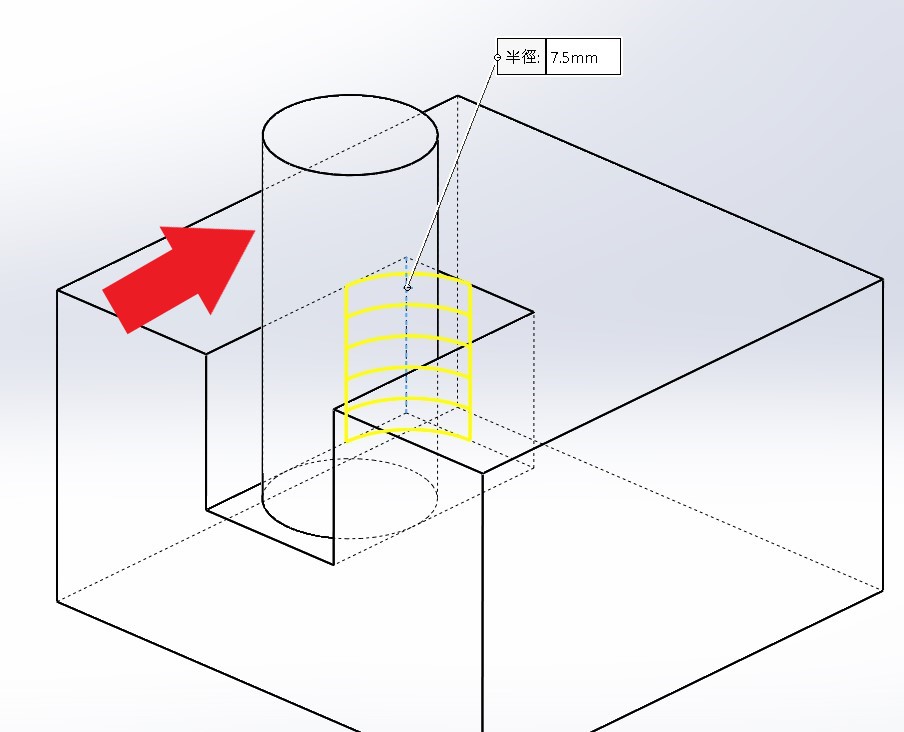
實例: 我們曾處理過一個形狀複雜的零件,先使用CNC銑床對工件進行初步加工,再利用放電加工技術,成功在其內部開出一個精密的方形孔轉圓形孔。
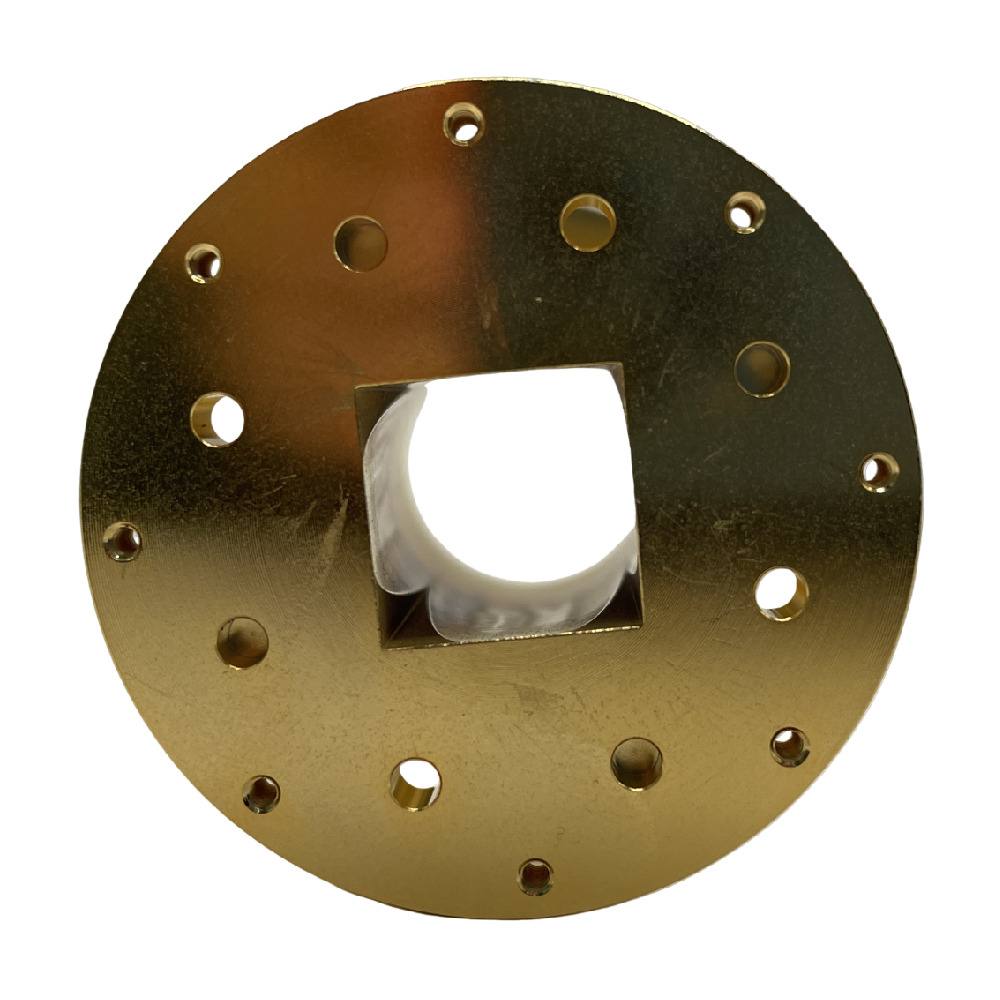
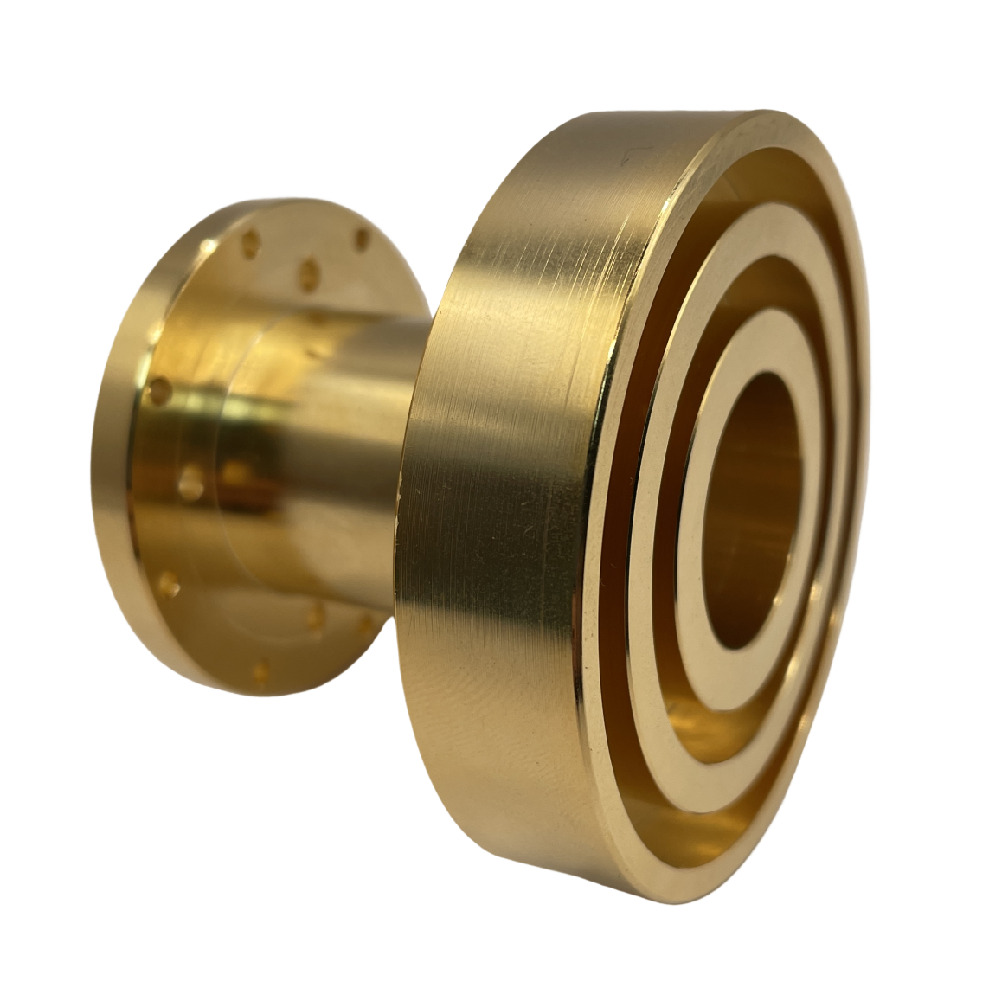
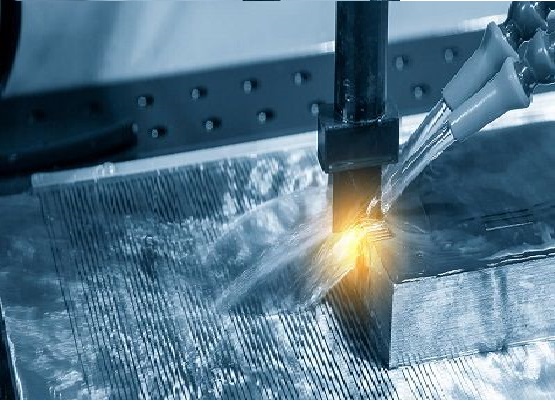
(6)線切割加工(WEDM)
線切割是一種使用細金屬線作為電極通過電火花放電去除材料,這種技術適用於製作高硬度材料和複雜形狀的零件。

實例1:我們的線切割技術曾用於製作一個極小R角的方形孔,其餘部分皆使用CNC銑床對工件進行加工。
實例2:這是一個車床零件,在頭部有一個小於1mm的橢圓形長孔,我們利用線切割的方式來製作這個小長孔,由於孔徑太小,一般銑鑽的刀具很難有到細線的直徑,線切割的線徑較小所以可以達成。

機械加工的優點與應用
精準度極高:透過精密的機器和工具,可以將零件加工到微米級的精度。
多樣性:可以加工各種金屬、塑膠材料,透過不同製程,可製作出形狀複雜的產品。
客製化能力強:根據不同的需求,量身定制加工流程,達到最佳成本效益。







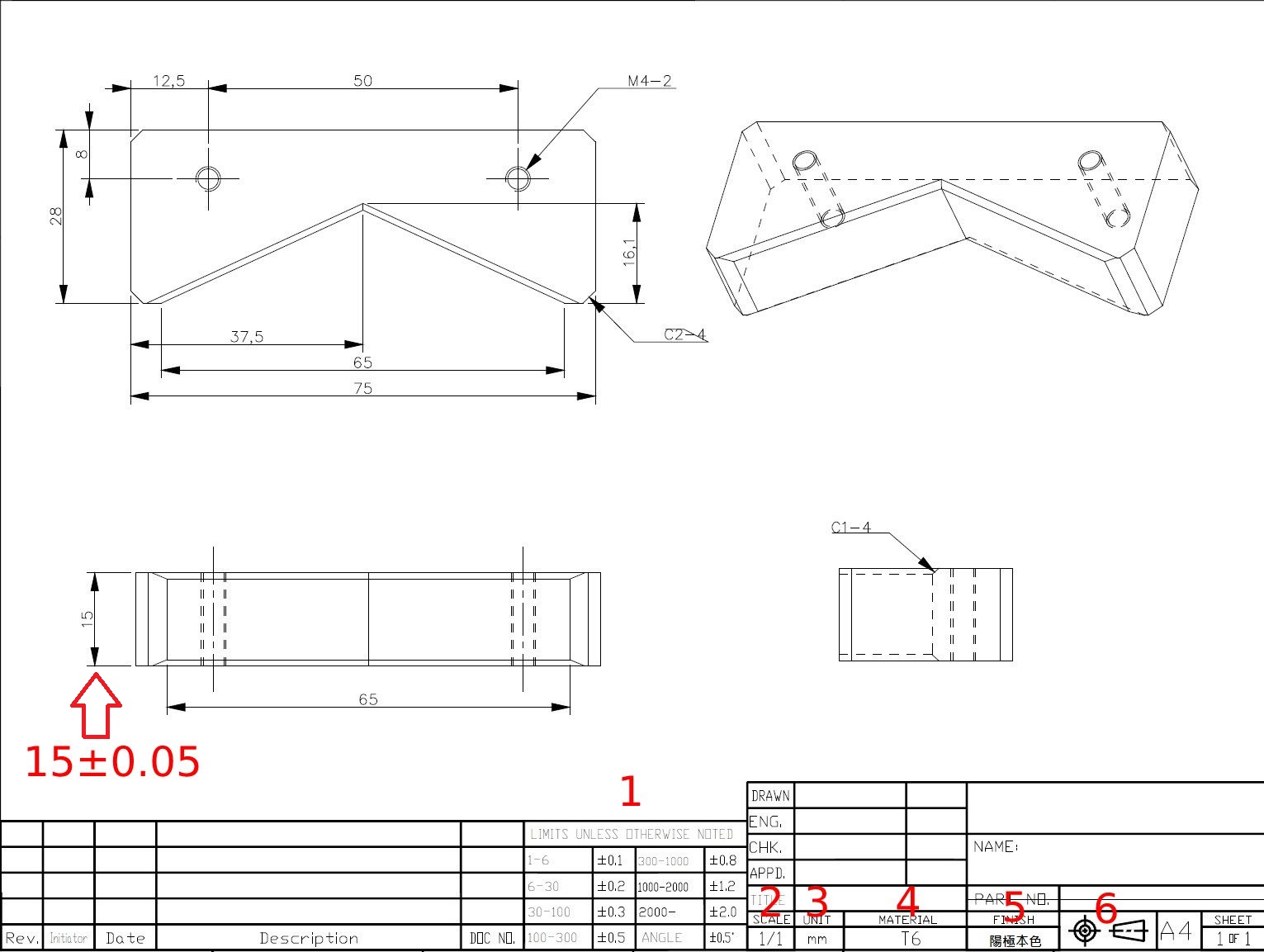
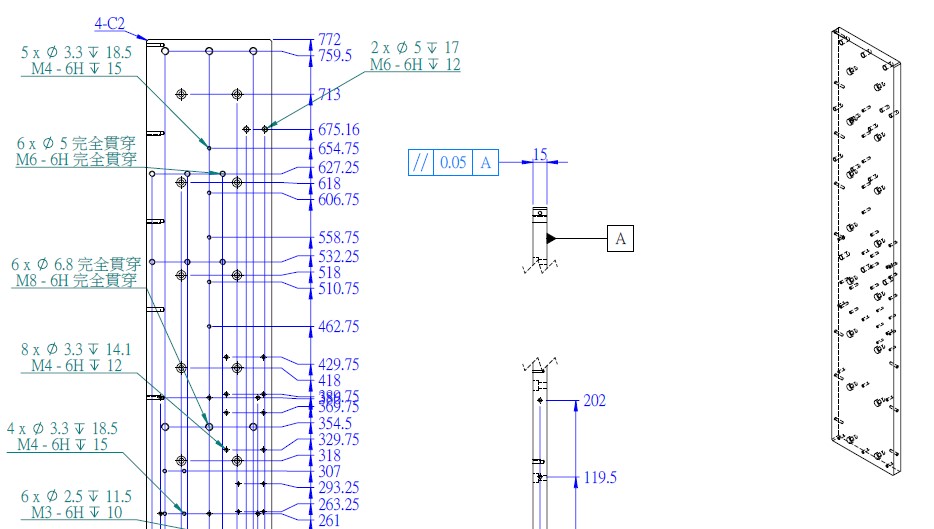
 ,上下兩面的平行度
,上下兩面的平行度 ,針對每一項的標記,都會有相對應的工法,標記公差是必要的,但如非必要部分如果還標記精準的公差,報價就會過高,對客戶來說也是不必要的成本浪費。
,針對每一項的標記,都會有相對應的工法,標記公差是必要的,但如非必要部分如果還標記精準的公差,報價就會過高,對客戶來說也是不必要的成本浪費。